参加する TMAX, 代理人になる!
参加する TMAX, 代理人になる!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
商品番号:
TMAX-ZL-J750-40支払い:
L/C, T/T, Western Union, Credit Cards, Paypal出荷港:
Xiamen Portリードタイム:
5 Days証明書 :
CE, IOS, ROHS, SGS, UL Certificate保証 :
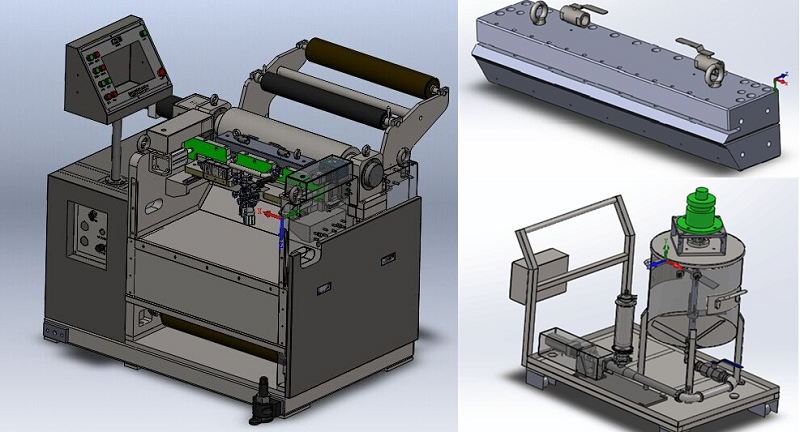
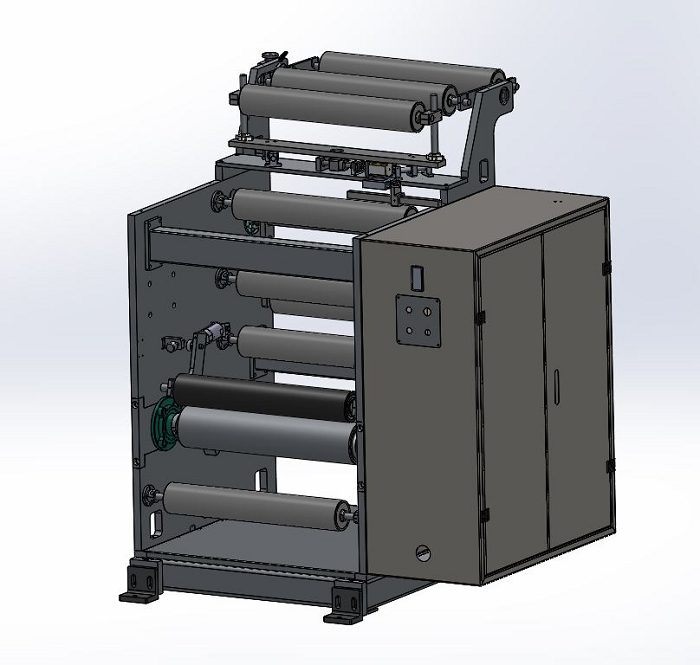
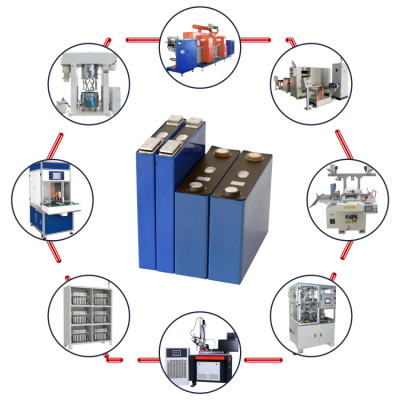
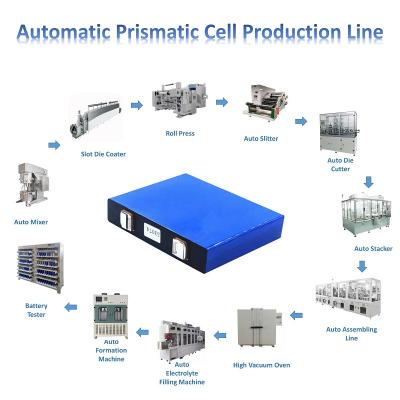
Two years limited warranty with lifetime technical support角柱状電池電極コーティング用両面スロットダイコーティング機
私。 コーターの構造を簡単に紹介
1.巻き戻し機構
2.塗布機構(2台)〈24〉
3.オーブン機構(2層40m)
4.トラクションメカニズム(2セット)
5.巻き上げ機構
6.制御システム
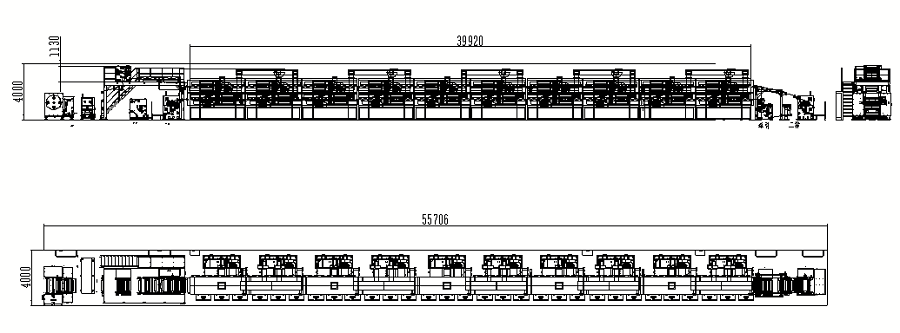
塗装装置全体のサイズと重量:
サイズï=長さ 55000mm * 幅 4000mm (メンテナンススペースを除く) * 高さ 4000mm
W8:約40T
機能概要:
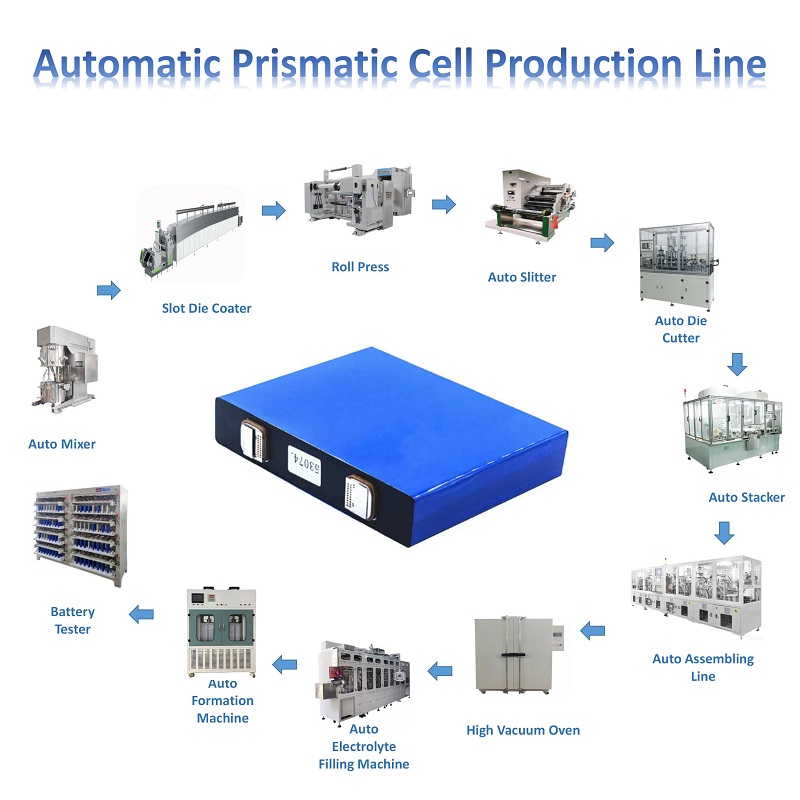
ZL-J シリーズコーティング機は、専門的なリチウム電池電極コーティング装置です。
² 油性または水性のリン酸鉄リチウム、油性コバルト酸化リチウム、三元系、マンガン酸リチウム、ニッケルコバルトマンガン酸リチウム、油性または水性の負のカーボングラファイト、チタン酸リチウムおよびその他のスラリー系のコーティングプロセスに適用可能です。
â² 全自動 PID 閉ループ張力制御システムを使用すると、張力制御精度は± 1n のレベルに達します。
シーメンス PLC 制御システムや高精度サーボ モーターなどの ² 輸入標準部品を使用して、表面密度とサイズの面でコーティング製品の超高一貫性と安定性を確保しています。機械全体の標準部品に占める輸入標準部品の割合は85%にも上る[91]。
â² は、高速コーティング、高精度、高均一性の特性を備えており、パワーバッテリーに推奨されるコーティング装置です。
II. 技術パラメータと装置の主な構成
ï=Aï=主な装置構成ï=
|
No. |
んあめ |
出身地 |
|
1 |
A赤外線スイッチ |
シュナイダー (フランス) |
|
2 |
PLC |
シーメンス(ドイツ) |
|
3 |
Tタッチスクリーン |
シーメンス(ドイツ) |
|
4 |
Mオージュラー |
シーメンス(ドイツ) |
|
5 |
中間リレー |
シュナイダー (フランス) |
|
6 |
サーボモーター |
シーメンス(ドイツ) |
|
7 |
ダイレクトドライブサーボモーター(DDR) |
レックスロス (ドイツ) |
|
8 |
送り圧力検出 |
Bd.sensors/valcom (ドイツ / 日本) |
|
9 |
精密定量ポンプ |
丙信 (日本) |
|
10 |
低フリクションシリンダ |
滕滄(日本) |
|
11 |
遊星減速機 |
ニューカッスル (ドイツ) |
|
12 |
サーキットブレーカー |
シュナイダー (フランス) |
|
13 |
ACコンタクタ |
シュナイダー (フランス) |
|
14 |
ソリッドステートリレー |
新達(台湾) |
|
15 |
熱保護 |
シュナイダー (フランス) |
|
16 |
Tハーモスタット |
オムロン(日本) |
|
17 |
自動ズレ補正 |
相棒(国内) |
|
18 |
フルオートテンション |
PID閉ループ制御(自作) |
|
19 |
主吐出(受入)モーター |
シーメンス(ドイツ) |
|
20 |
光ファイバーエレクトリックアイ |
キーエンス(日本) |
|
21 |
深溝玉軸受(マシンヘッド) |
日本精工(日本) |
|
22 |
コーティングローラー |
硬質クロムメッキ(自作) |
|
23 |
ガイドローラー |
Φ118アルミ合金 表面アルマイト仕上げ rc0.4(国産) |
|
24 |
周波数変換器 |
レックスロス (ドイツ) |
|
25 |
ナイフ調整格子定規 |
キーンズ (日本) |
|
26 |
ファン(ステンレス製) |
紅建(国内) |
|
27 |
エクストルージョンヘッド |
三菱 |
|
28 |
デジタル圧力計 |
ボーデ (スウェーデン) |
|
29 |
空気圧コンポーネント |
SMC(日本) |
|
ï=Bï=脆弱な部品ï= |
|||||
|
いいえ |
んあめ |
ブランド |
Q量 |
ストックタイム |
Rマーク |
|
1 |
スチールローラー |
自制心 |
1個/2セット |
30日 |
輸入クロムメッキ材 |
|
2 |
スチールローラーベアリング |
日本精工/NTN |
2/1セット |
15日 |
調達サイクルによる |
|
3 |
加熱管 |
国内 |
3個/セット |
1日 |
|
4 |
熱電対 |
国内 |
1個/セット |
1日 |
最長の乾燥経路に適応 |
|
5 |
内六角スパナ |
国内 |
1セット/セット |
1日 |
|
|
6 |
モンキーレンチ |
国内 |
1個/セット |
1日 |
|
|
7 |
バルブボディシールリング |
国内 |
1 セット / ユニット |
1日 |
|
|
8 |
トルクレンチ |
日本 |
1 セット / ユニット |
15 日 |
|
|
9 |
ダイヘッドリフティングトラック |
国内 |
1 セット / ユニット |
15日 |
|
|
10 |
大理石のプラットフォーム |
国内 |
1 セット / ユニット |
10日間 |
|
|
11 |
供給パイプ |
国内 |
12m/セット |
1日 |
|
|
12 |
ポールサンプラー |
国内 |
1/セット |
2日 |
|
|
13 |
S彼 |
TMAX |
3 セット / ユニット |
15 日 |
|
ï=C・自動投入装置・1288自動投入装置(60L)を標準装備しています。
ï=Dï=外観色ï=ステンレス部分を除き、ボックスの色は需要者が提供する標準カラーカードに準拠します。
ï=Eï=デバイス機能:
|
いいえ |
Pプロジェクト |
T技術パラメータ |
メモ |
|
1 |
適切なシステム |
油性または水性リン酸鉄リチウム、コバルト酸化リチウム、マンガン酸リチウム、三元系、ニッケルコバルトマンガン酸リチウム、チタン酸リチウム、カーボングラファイト等 |
|
|
2 |
動作基板パラメータ |
アルミ箔(Cu): 厚さ 9 ~ 25um; 幅300~720mm; ロール直径最大 500mm; 最大重量 500kg; |
|
|
銅箔(Cu):厚さ4.5~30um; 幅300~720mm; ロール直径最大 500mm; 最大重量 500kgï= |
片面ライトまたは両面ライト |
||
|
3 |
ロール表面の設計幅 |
750 mm |
|
|
4 |
保証塗布幅 |
200~680mm |
|
|
5 |
装置の機械的動作速度 |
40m/分 |
|
|
6 |
装置のコーティング速度 |
1-32/分 |
乾燥条件により異なります |
|
7 |
スラリー粘度に適した |
2000~16000 Cpsï=P正極ï= 1000~16000 Cpsï=N負極ï= |
|
|
8 |
片面塗布乾燥膜厚範囲 |
40~200g/m2 |
|
|
9 |
最小断続長 |
コーティング速度 < 5mm 15m/min 以内; コーティング速度 25m/min 以上 ï= 8mm; |
|
|
10 |
複数セクションの最小コーティング長さ |
50mm |
塗布速度¤12m/min |
|
11 |
溶媒特性 |
油性溶剤 NMP(s.g=1.033,b.p=204â) |
|
|
水性溶媒 H2O/NMP(s.g=1.000,b.p=100â) |
|
||
|
12 |
適切な固形分 |
P正極 S〜1727C。 60%±20% |
|
|
N負極 Sï=C。 50%±15%(PVDF・系) Sï¼C。 50%±10%(SBR系) |
|
||
|
13 |
P部分 |
P正極 1.5~2.59/cm2 N負極 1ï½1.89/cm2 |
|
|
14 |
塗布方法 |
2層表裏3段不等間隔塗布/2面目自動追尾/連続塗布/面格子塗布 |
年 |
|
15 |
年 ロールチェンジモード 年 年 |
年 マニュアル 年 |
年
|
|
16 年 |
基板走行方向 年 |
年 順方向コーティング、基板の順方向および逆方向の空箔操作 |
|
ï=Fï=各部の構造紹介ï=
1ã 巻出機構(ダブルアーム二重支持手動巻取)ï¼ 年
|
No. 年 年 |
年
年 プロジェクト 年 |
年
年 T技術パラメータ 年 年 |
年
メモ |
|
年 1 年 年 |
年 ローラー取り付け構造 年 |
年
CNC加工一体型垂直プレート取り付け(厚さ30mm)。 年 |
年 年 年 |
年
|
年 2 年 |
年
年 年ローラー表面処理 年 |
年
年 金属アルミニウムローラーの表面酸化処理、表面硬度 HRC65。オーバーロール円振れ ≦ 20 μ m-表面粗さ Ra0.2;平行度 ≤ 0.1mm; 年 年 |
年 年 |
年
|
年 3 年 年 |
年
張力制御システム 年 年 |
年
年 ダブルクローズドループ速度制御モード: 1. スイングロール PID 同期制御 2. サーボモーターがクローズドループの張力を調整します。張力表示表は張力値 3 を示します。張力調整範囲は 0 ~ 300n、張力変動± 1.5% |
年
年 |
年
|
年 4 年 年 |
年
年 補正方法 年 年 |
年
年 年自動EPC制御、ストローク120mm 年 年 |
年
年 年年 年 年 |
年
|
年 5 年 |
年
コイリング法 年 |
上下に解ける |
|
|
ロールは 3 インチのインフレータブル シャフトで固定されています |
|
||
|
巻き戻しダブルエア拡張シャフト、両面サポート |
|
||
|
手動ベルト受けプラットフォーム、ダブルプレッシャーバーモード |
|
||
|
6 |
基板走行方向 |
前進と後退 |
|
|
7 |
基板走行速度 |
50m/分 |
|
|
8 |
最大巻出径 |
Ф500mm |
|
|
9 |
インフレータブルシャフトの最大支持力 |
600Kg |
|
|
10 |
インフレータブルシャフトの巻き出し数 |
2 件 |
|
|
11 |
制御システム |
機能操作ボタンを設定して、テープ接続、一時停止、緊急停止、正逆回転、左右揃えなどの操作を完了します |
|
|
12 |
巻き戻し速度 |
巻き出し速度は、設定されたコーティング速度とリアルタイムの張力変化データに従って PLC によって制御されます。巻き戻し動力は AC モーター + タービン減速機によって提供されます。 |
|
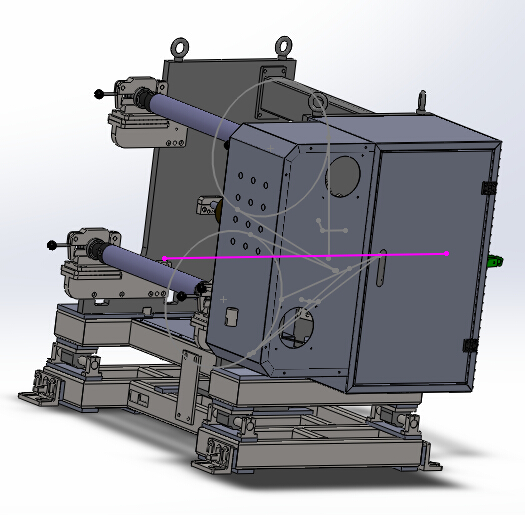
2ã ヘッド構造 (1コート、2コート)â
|
No. |
Pプロジェクト |
T技術パラメータ |
メモ |
|
1 |
設置構造モード |
CNC 加工の厚さ 70 mm の一体垂直プレート構造、総重量 2.6 トン、接地鉄板の増加、接地面積の減少。 |
|
|
2 |
メインドライブモーター |
Sサーボモーター |
|
|
3 |
ゴムローラー構造 |
張力が剥離しないことによる張力不安定を防止し、塗膜面密度の安定性を確保する。 |
|
|
4 |
ダイヘッドと塗布ローラー間の距離調整 |
サーボモーターと高精度絶対変位センサーを連携させ、閉ループトラッキング制御を実現します。距離は画面を通して設定され、1~5000um、調整分解能は0.1um、繰り返し位置決め精度は±0.3umです。 |
|
|
5 |
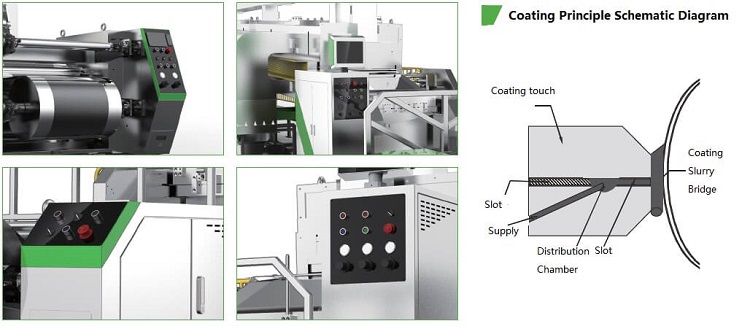
ダイヘッドの選択 |
三菱特殊押出ヘッドのダイリップは耐摩耗性、耐食性に優れた超硬合金鋼を使用し、表面は超硬タングステンまたは窒化クロムで処理されています。真直度および平面度は≦1.5 µ Mです。 |
|
|
6 |
金型キャビティ構造 |
マルチ圧力キャビティ スリット (スプレー) コーティング ヘッドが採用されており、強力なプロセス適応性があり、横方向の圧力のバランスをとるのに役立ち、横方向のコーティング厚さを均一にします。コーティングヘッドの上型にはたわみ調整機構が付いており、上下のダイリップの平行度を調整することができます |
|
|
7 |
圧力監視システム |
供給圧力監視、還流圧力監視、ダイキャビティ圧力監視;供給プロセスをリアルタイムで監視し、詰まりがある場合、精度 ≤ 0.001mpa でアラームを発します。 |
|
|
8 |
給餌システム |
日本bingshen精密スクリューポンプ(2nbl15f(sus+epdm)ポンプ)+精密サーボモーター、有効60Lターンオーバーバケット(材料容器)、液面検知機能と液面混合機能を備え、沈降やオーバーフローを防止します。スラリー |
|
|
9 |
コーティング間欠機能 |
サーボ間欠制御弁方式を採用し、塗布寸法の安定性を確保しています。 |
|
|
10 |
頭尾痩せ機能 |
サーボ間欠制御バルブシステムは、ヘッドとテールの薄肉化時間と間欠バルブスイッチのストロークを調整して、ヘッドとテールの厚さをリアルタイムに調整できます。 |
|
|
11 |
ダイヘッド水平調整機能 |
精密なリニアガイドレールガイドと手動水平調整モードを採用し、ダイヘッドを水平位置で±10mm微調整できます。表裏面の垂直方向の位置合わせ精度を確保 |
|
|
12 |
ダイヘッド上部とダイヘッド下部の合わせ・組立 |
デジタル トルク レンチは、ダイヘッドの組み立ての一貫性と精度を確保するために使用されます。 |
|
|
13 |
ローラー表面処理 |
金属アルミローラーの表面酸化処理、表面硬度HRC65。オーバーロール円振れ≦20μm≦2666表面粗さRa0.2、平行度 ≤ 0.1mm; |
|
|
14 |
コーティングロール(スチールロール) |
表面は直径 295 mm の輸入硬質クロムでメッキされています。 |
|
|
15 |
Tテンション |
全自動PID閉ループ制御定張力、張力範囲1レンジ0~50n、張力制御精度±1n |
|
|
16 |
単独の頭の位置 |
乾燥前の設置と操作 |
|
|
17 |
レーザーアライメント機能 |
レーザーアライメント機能を使用して、アライメント度を手動で判断します。 |
|
3ã 乾燥チャンネル(サスペンションオーブン)
|
No. |
Pプロジェクト |
技術パラメータ |
備考 |
|
1 |
オーブン構造 |
最初の 4 つのセクションは主要なトランスミッション船の構造であり、最後の 6 つのセクションはサスペンション オーブンの構造です。 |
|
|
2 |
オーブン長さ |
40メートル(4メートル/セクション、合計10セクション) |
|
|
3 |
T素材の質感 |
ステンレス鋼、内槽国家規格SUS304、外槽国家規格SUS201 |
|
|
4 |
オーブンガイドローラーの駆動モード |
最初の 4 つのセクションはメインのトランスミッション構造で、最後の 6 つのセクションはサスペンション オーブンです |
|
|
5 |
温度制御 |
通常動作温度制御と過熱監視アラームの保護制御に分かれます。過熱の場合、聴覚および視覚的なアラームが表示され、主加熱電源が遮断されます。各セクションは完全に独立して制御されます |
|
|
6 |
H食べ方 |
電熱・熱風循環構造 |
|
|
7 |
シングルセクションオーブンの火力 |
単セクション 24kw/4m (最大始動電力) |
|
|
8 |
乾燥チャンネル内の温度 |
設計最大 150 °C、単一セクション オーブン領域の温度差 °5 ° |
|
|
9 |
動作中のボックス表面温度 |
?45??中綿の厚さは100mmです。 |
|
|
10 |
ブローモード |
上部と下部の空気吹き出し、上部と下部の風量はそれぞれバルブによって制御でき、微調整できます。上下気室共用発熱体 |
|
|
11 |
各部の排気量制御 |
メカニカルバルブによる独立制御と微調整 |
<3112 |
|
12 |
エアノズル構造 |
最初の4つのセクションの吹き出し方向は水平から30度で、エアノズルの溝は特殊な金型で溝が掘られています。最後の 5 つのセクションは調整可能なエア ノズル フックです。 |
<3138 |
|
13 |
ファン制御 |
AC コンタクタ制御 |
<3164 |
|
14 |
加熱制御 |
ソリッドステートリレー |
<3190 |
|
15 |
ファン素材 |
国家標準SUS304ステンレス鋼 |
|
|
16 |
溶剤回収システム |
いいえ、インターフェイスのインストールを支援するだけです |
|
|
17 |
NMP溶剤濃度警報 |
インストール インターフェイスを提供します。 (別途お見積り) |
|
|
18 |
空気室圧力監視 |
なし (この関数は別途引用する必要があります) |
|
|
19 |
排気風量 |
最大35000 m3 / h |
|
4ã トラクション機構:(2セット)
|
No. |
Pプロジェクト |
技術パラメータ |
メモ |
|
1 |
行進修正 |
乾燥路出口設置、自動EPC制御、首振り±15度、光電センサー |
|
|
2 |
Tテンション |
ダブルクローズドループ速度制御モード: 1. スイングロール PID 同期制御 2. サーボモーターがクローズドループ内の張力を調整します。張力表示表は張力値 3 を示します。張力調整範囲は 0 ~ 300n、張力変動± 1.5% |
|
|
ピンチロールとトラクションロールによりテンションパーティションを実現 |
|
||
|
3 |
設置構造モード |
CNCマシニングセンター一体型立板(厚さ30mm)の取り付け |
|
|
4 |
トラクションローラー |
160mm スチールローラー |
|
|
5 |
ピンチロール |
×120mmゴムローラー、表面パンEPDM |
|
|
6 |
駆動モーター |
トラクションローラーはシーメンスサーボモーター + 精密減速機によって駆動されます |
|
5ã 巻き戻し機構(ディスク式両軸自動巻き戻し)・

|
No. |
Pプロジェクト |
技術パラメータ |
メモ |
|
1. |
設置構造モード |
CNCマシニングセンター一体型立板取付(厚さ30mm) |
|
|
2. |
テンション |
ダブルクローズドループ速度制御モード: 1. スイングロール PID 同期制御 2. サーボモーターがクローズドループ内の張力を調整します。張力表示表は張力値 3 を示します。張力調整範囲は 0 ~ 300n、張力変動± 1.5% |
|
|
3. |
偏差を修正 |
自動EPC制御、ストローク120mm |
|
|
4. |
最大巻径 |
×800 |
|
|
5. |
ワインダーインフレータブルシャフト |
第2条(国家基準) |
|
|
6. |
巻取モーター |
巻取動力はシーメンスサーボモーター+精密減速機により駆動 |
|
|
7. |
最大容量 |
600Kg |
|
|
8. |
ロールチェンジモード |
シャットダウンなしの自動巻上げおよび変更機能 |
|
6ã 制御システム¹
|
No. |
Pプロジェクト |
技術パラメータ |
メモ |
|
1 |
マスターコントロールシステム |
タッチスクリーン、PLC、モジュール、サーボシステム |
|
|
2 |
動作モード |
手動、自動および緊急停止。マシン全体は前後で操作可能 |
|
|
塗装ライン速度、塗装設定、ヘッドおよびテール薄化設定、ファン周波数および温度設定は、タッチスクリーンを通じて設定、表示、記録できます |
|
||
|
3 |
塗布範囲と間欠長さの設定 |
コーティング長さ 20.0 ~ 3200.0mm |
|
|
4 |
アラーム状態 |
断続長さ:5.0~3200.0mm |
|
|
5 |
カウント機能 |
機器が故障すると、タッチスクリーンに対応する修正画面が表示されます |
|
|
6 |
ヘッドとテールの厚み調整方法 |
生産数量/長さ |
|
IIIã 設備精度
1ãハードウェア精度
|
いいえ |
Pプロジェクト |
技術パラメータ |
メモ |
|
1 |
コーティングロール(スチールロール) |
円振れ≦1.0um、Ra0.4真直度≦1.5um |
|
|
2 |
ズレ補正 |
±1mm |
|
|
3 |
アルミローラー |
真円振れ≦20um、真直度≦20um |
|
|
4 |
工具調整制御繰り返し精度 |
±0.1um |
|
|
5 |
温度制御精度 |
±0.5° |
|
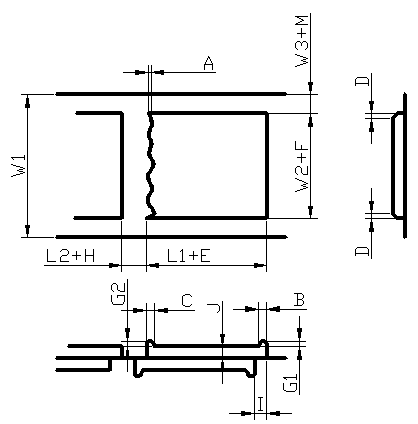
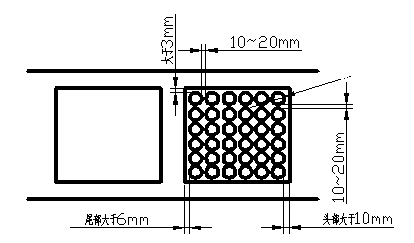
2ãコーティング精度
|
アイテム |
Sign |
パラメータ (30m/min) |
|
|
A (トレーリング) |
¤ 1mm (スラリー粘度およびバインダーの特性に関連) |
|
B (頭部異常) |
5mm |
|
|
C(尾部異常領域) |
6mm |
|
|
D(エッジ効果エリア) |
â¤3mmï¼ 厚さ -10 um |
|
|
E (長さエラー) |
±0.5mm |
|
|
F (幅エラー) |
±0.5mm |
|
|
M (幅エラー) |
±0.5mm |
|
|
G1(ヘッド厚み) |
-5~+5um |
|
|
G2(テール太さ) |
-5~+5um |
|
|
H (ブランクエラー) |
±0.5mm |
|
|
I (正および負のアライメントエラー) |
±0.5mm |
|
|
J 単一表面密度 (領域 B、C、D を削除) |
1.2%以内 |
|
|
長さの範囲 |
L1(フィルム長) |
20.0ï½3200.0mm |
|
L2(断続長) |
5.0ï½3200.0mm |
|
|
L1 /l2 (コーティング+断続長さ) |
L1 +L2 â¥120mm |
3ãM測定方法
A.測定範囲:端3mm、端5mm、先頭5mm。
B.寸法Φ 40mm または需要者のプロセス要件に応じて測定します
IVã 設置および使用環境
1) ミシンヘッドの周囲温度が 20 ~ 30 ℃、その他の温度が 10 ~ 40 ℃である
2) マシンヘッドの相対湿度: 正の RH ≤ 35%、負の RH ≤ 98%、残り ≉ 98%。
Vã S支援施設
1) 電源: 3Ph 380V、50Hz、電圧変動範囲: +8% - 8%;電源の合計起動電力は 280KW;
2) 圧縮空気: 乾燥、濾過、安定化後の出口圧力は 5.0kg/cm2 を超えます。
VI ã デバイスの向き (オプション)
1) 
別表:設備の事前検収及び正式検収検査項目詳細一覧表(検査結果は検収報告書に添付)
|
いいえ |
検査項目 |
検査規格 |
検査方法 |
|
1. |
デバイス構成パラメータ |
装置の全体寸法: L (56000mm) *W(4000mm) *H (4000mm) |
巻尺 |
|
オーブンの長さ: (4m/セクション) × 4) + (4m/セクション × 6 セクション) = 40m |
定規 |
||
|
巻き取り・巻き出し最大巻径:Ï 600mm |
定規 |
||
|
ロール幅:750mm |
|
||
|
2. |
設備機能構成の完全性 |
巻出し部(手動ロール変更機能、張力、ズレ補正、インフレータブルシャフト) |
技術契約書と設備構成表を目視で確認 |
|
塗布部(ベース、塗布ローラー、供給装置、国産マネストダイ) |
|||
|
オーブン(サーキュレーター、加熱システム、外部補助空気ダクト) |
|||
|
トラクション部品(走行偏差補正、トラクションテンション、トラクションローラーASSY) |
|||
|
巻取部(手動ロールチェンジ機能、テンション、ズレ補正、インフレータブルシャフト) |
|||
|
制御システム(電気キャビネット、内部配線、外部幹線配線) |
|||
|
納入部品(技術契約の内容による) |
|||
|
3. |
標準部品の銘柄確認 |
技術契約で指定された購入部品のブランドに 100% 準拠 |
|
|
4. |
S安全基準 |
機械的および電気的インターロック、セルフロック機能、誘導保護機能; |
目視検査および操作 |
|
機器の起動前に各エリアで警報ベルプロンプト; |
O操作 |
||
|
移動、圧縮、遮断、熱源などの危険な部分には安全警告標識を設置する必要があります。 |
ビジュアル |
||
|
非常停止スイッチボタン、内部メンテナンスエリアの安全ロープ (少なくとも 3 か所); |
ビジュアル |
||
|
トランスミッションおよび可動部品の保護カバー; |
ビジュアル |
||
|
オーブン過熱アラームと電源オフ保護機能 |
オペレーション |
||
|
5. |
機械精度試験 |
コーティングロール円振れ ≦ 1.0 μm ï= 真直度 ≦ 1.5 μm ï= 表面粗さ Ra0.4、 |
ダイヤルインジケータ、専用検査具 |
|
オーバーロール円周振れ ≦20μm ̄表面粗さ Ra0.2 |
ダイヤルインジケーター |
||
|
ローラー通過平行度 ≦ 0.1mm (オーブンのローラー通過を除く) |
ダイヤルインジケータ、専用検査具 |
||
|
6. |
空ベルト操作 (母材を40m/minの速度で約500m連続運転) |
1m/min~10m/min~30m/min 断面サンプリング |
タコメーター |
|
全面シワ、基板表面の傷なし |
ビジュアル |
||
|
すべての可動部品は異音なくスムーズに動作します。伝動ベルトにずれや摩耗がない; |
ビジュアル |
||
|
オーブン各部の温度設定:常温~150℃ |
動作・外観検査 |
||
|
巻き取り、巻き出し、トラクション偏差補正が連続的な揺れを起こさずスムーズに動作します |
操作および外観検査 |
||
|
偏差補正とオーブンを除いて、各ローラーの基材の偏差は±1mmです。コーティングロール基材の偏差≦0.5mm |
キャリパー |
||
|
張力設定値 5~300N |
操作および外観検査 |
||
|
起動時と停止時の張力変動は±5Nです。通常動作時の張力変動±1n; |
操作および外観検査 |
||
|
7. |
塗装検査 30m/min 塗布作業 1200m) |
塗布速度は30m/minで、連続塗布と断続塗布が可能な塗布方法です |
パラメータ設定 |
|
供給システムとパイプラインは材料の漏れがなくしっかりと密閉されています |
ビジュアル |
||
|
コーティング表面の外観は良好で、粒子、傷、箔の露出、エッジの膨らみは良好ではありません |
ビジュアル |
||
|
片面濃度精度:重量誤差±1.2%(端部8mm範囲を除く) |
マイクロメータ電子スケール |
||
|
両面濃度精度:重量誤差±1.5%(端部8mm範囲を除く) |
マイクロメーター電子スケール |
||
|
テーリング ≤ 1mm (スラリー粘度およびバインダーの特性に関連) |
定規 |
||
|
頭部異常部 ≦ 8mm |
定規、マイクロメーター |
||
|
尾部異常領域 ≦ 6mm |
定規、マイクロメーター |
||
|
エッジ効果面積 ≦ 3mm、-10 ~ +5um (スラリー粘度変化 ± 300cps 未満) |
定規、マイクロメーター |
||
|
長さ誤差/h ブランク誤差: ± 0.5mm |
定規 |
||
|
幅誤差:±0.5mm |
定規 |
||
|
ヘッドとテールの厚さ: -5 ~ +5um |
マイクロメーター |
||
|
正および負の水平方向の位置合わせ誤差: ± 0.5 mm |
針、定規 |
||
|
表裏の縦方向の位置合わせ誤差:±0.5mm |
針、定規 |
||
|
シングルセクションオーブンの温度制御精度: ± 1 ± |
ビジュアル |
||
|
基板上 10mm の水平領域において、単一セクション オーブンの各点の温度偏差: ± 3 ± 3 |
サーモディテクター |
||
|
乾燥度試験、溶剤残留量: ≦ 1% (恒温恒湿空間サンプリング測定) |
マイクロメーター電子スケール |
||
|
設備稼働率:97%以下(正式受け入れ案件) |
運用とテスト |
||
|
製品認定率:98%以上(正式合格プロジェクト) |
運用とテスト |
![]()










1 標準輸出パッケージ: 内部衝突防止保護、外部輸出木箱パッケージ。
2 最適な方法を見つけるために顧客の要件に応じて速達、航空、海で発送します。
3 配送中の破損については責任を負い、破損部分を無料で交換させていただきます。


セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
当社の製品または価格表,に関するお問い合わせは、お任せください。24時間以内にご連絡いたします.
© 著作権: 2026 Xiamen Tmax Battery Equipments Limited 無断転載を禁じます.

IPv6 サポートされているネットワーク