参加する TMAX, 代理人になる!
参加する TMAX, 代理人になる!



Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
商品番号:
TMAX-3235T支払い:
L/C, T/T, Western Union, Credit Cards, Paypal出荷港:
Xiamen Portリードタイム:
5 Days証明書 :
CE, IOS, ROHS, SGS, UL Certificate保証 :
Two years limited warranty with lifetime technical support
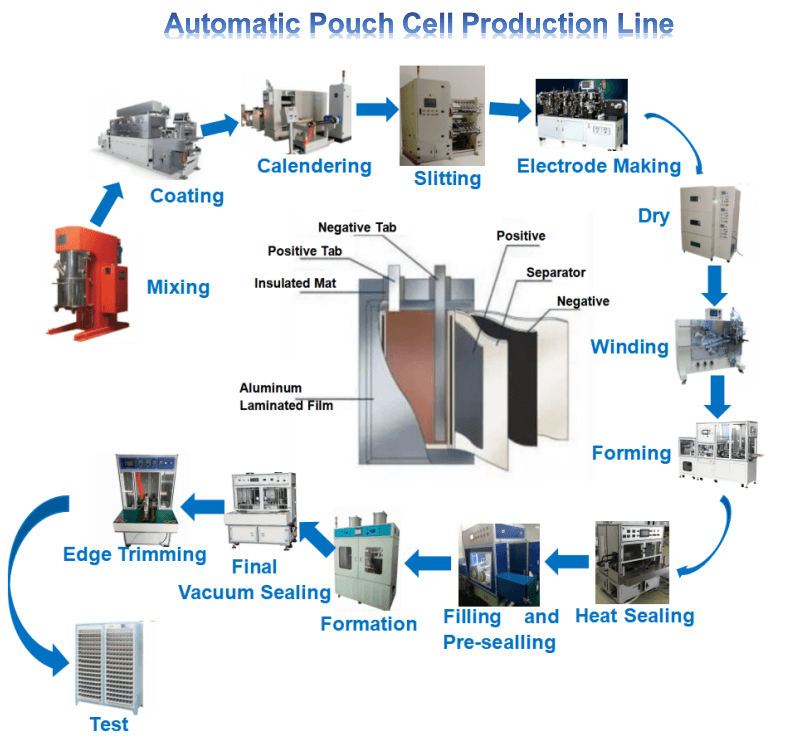
リチウムポリマー電池製造用ロールツーロール電極コーティング機
1. 主なパラメータ
|
いいえ |
アイテム名 |
スペック |
|
1 |
フィットシステム |
リン酸鉄リチウム、コバルト酸リチウム、マンガン酸化リチウムの正極板および負極板のコーティングプロセス |
|
2 |
動作基板の厚さ |
アルミ箔:10-30um 銅箔: 7-30um |
|
3 |
ロール表面の設計幅 |
380mm |
|
4 |
塗布幅の確保 |
100~300mm |
|
5 |
設備や機械の動作速度 |
7m/分 |
|
6 |
装置のコーティング速度 |
乾燥条件により2m/min以下 |
|
7 |
スラリー粘度に適した |
2000~16000 Cps |
|
8 |
片面塗布乾燥膜厚範囲 |
50-200μm |
|
9 |
最小間隔長 |
→¥5mm(スラリー物性関係) |
|
10 |
マルチセクションの最小コーティング長さ |
→¥20mm(スラリー物性関係) |
|
11 |
溶剤の特性 |
油性溶剤 NMP (s.g=1.033、b.p=204ⅲ) |
|
水性溶媒 H2O/NMP(s.g=1.000、b.p=100ⅲ) |
||
|
12 |
適切な固形コンテンツ |
陽性 S.C. 60%±20% |
|
ネガティブ S. C.50%±10%(PVDF系) S. C. 50%±5% (SBR システム) |
||
|
13 |
片面塗布乾燥厚みエラー |
±3um
|
|
14 |
塗布方法 |
表裏2層3段不等間隔間欠転写塗布/2面目自動追従/連続転写塗布 |
|
15 |
基板走行方向 |
順方向コーティング、基板の順方向および逆方向の空箔操作 |
|
16 |
装置寸法 |
長さ、幅、高さ:8.5*1.5*2.3m |
2.各部の構造紹介
2.1.一体型巻き出しヘッド機構:
|
いいえ |
アイテム名 |
スペック |
|
1 |
ローラー取り付け構造 |
ラックの設置 |
|
2 |
ロール表面処理 |
金属アルミローラーの表面酸化 |
|
3 |
テンションコントロールシステム |
閉ループ自動制御一定張力、張力範囲 0 ~ 50N |
|
4 |
補正方法 |
自動EPC制御、ストローク80mm |
|
5 |
コイリング方法 |
ロール原反は 3 インチのエアシャフトで固定されています。巻き戻しは単一のシャフトによってサポートされます |
|
6 |
基板の移動方向 |
前進と後退 |
|
7 |
基材走行速度 |
5m/分 |
|
8 |
最大巻出径 |
Ф300mm |
|
9 |
インフレータブルシャフトの最大支持力 |
100kg |
|
10 |
インフレータブルシャフトの巻き戻し数 |
1個 |
|
11 |
メインドライブモーター |
サーボモーター |
|
12 |
断続プッシュ |
サーボドライブ |
|
13 |
ローラー表面処理 |
金属アルミニウムローラーの表面は酸化されており、円振れ ≉¤30um |
|
14 |
スクレーパ構造 |
両面コンマスクレーパー、直径Ã80mm; |
|
15 |
スクレーパ角度回転制御 |
ハンドルを動かして回転させます |
|
16 |
コーティングローラー(スチールローラー) |
表面に硬質クロムメッキ、直径Ã120mm; |
|
17 |
バックローラー(ゴムローラー) |
直径Ã120mm、表面は輸入EPDM接着剤で覆われています |
|
18 |
トラフミキシング |
ロッドレスシリンダは直線運動、速度調整可能 |
|
19 |
スクレーパの間欠高さ調整 |
手動調整。 |
|
20 |
シングルヘッドポジション |
乾燥トンネル前の設置と操作 |
2.2. 乾燥炉
|
いいえ |
アイテム名 |
スペック |
|
1 |
オーブン構造 |
上下に配置されたダブル加熱 |
|
2 |
オーブンの長さ |
6メートル(3メートル/セクション*2) |
|
3 |
素材 |
SUS304ステンレス、内槽1.0mm、外槽1.2mm |
|
4 |
オーブンガイドローラー伝達モード |
パッシブローラードライブ |
|
5 |
温度制御 |
通常の動作温度制御と過熱監視および警報の保護制御に分かれています。温度が過剰になると、音と視覚によるアラームが表示され、主加熱電源が遮断されます。各セクションは完全に独立して制御されます |
|
6 |
加熱方法 |
通電加熱・熱風循環構造 |
|
7 |
シングルセクションオーブンの火力 |
13.5KW/3m |
|
8 |
乾燥トンネル内の温度 |
最大。 150 °C、単一オーブンでの温度差 â ¤5 ° |
|
9 |
動作中のキャビネットの表面温度 |
?45? |
|
10 |
ブロー法 |
上部と下部の空気が吹き出し、上部と下部の風量はバルブによって個別に制御されます。上下の気室が発熱体を共有 |
|
11 |
排気風量制御各部 |
循環ファン風量:3000m3/h(単段) 排気風量は4000m3/h |
|
12 |
ノズル構造 |
吹き出し方向は水平30度、エアーノズルの溝は特殊な金型で溝を入れています |
|
13 |
加熱制御 |
ソリッドステートリレー |
|
14 |
ファン素材 |
SUS304ステンレス |
|
15 |
溶剤回収システム |
オプション |
|
16 |
NMP 溶剤濃度アラーム |
オプション($4390追加) |
2.3. 巻き取り機構: 機能は巻き出しと同じですが、以下の機能が追加されます
|
いいえ |
アイテム名 |
スペック |
|
1 |
テンション |
1 セットはトラクション ローラーの前に取り付けられ、閉ループ自動制御一定張力、張力範囲 0 ~ 50N、サーボ制御。 |
|
2 |
設置構造 |
方通フレーム溶接 |
|
3 |
巻取軸数 |
1ピース、シングルアーム巻き |
2.4.制御システム
|
いいえ |
アイテム名 |
スペック |
|
1 |
主制御システム |
タッチスクリーン、PLC、モジュール、サーボシステム |
|
2 |
動作モード |
手動、自動、緊急停止。マシン全体は前後で操作可能 |
|
3 |
コーティング、間欠長さ設定範囲 |
コーティング長さ 20.0-3200.0mm 断続長さ5.0×3200.0mm |
4 |
警報状況 |
デバイスに障害が発生すると、タッチ スクリーンに対応する修正画面が表示されます |
|
5 |
カウント機能 |
生産数量/長さ |
|
6 |
ヘッドとテールの厚み調整方法 |
プログラムはスチールローラーとゴムローラーの速度比を制御します。 |
3.装置精度:
3.1.ハードウェア精度
いいえ |
アイテム名 |
スペック |
|
1 |
スクレーパー |
円振れ 1.5um、Ra0.4、真直度 1.5um |
|
2 |
コーティングローラー(スチールローラー) |
円振れ 1.5um、Ra0.4 真直度 1.5um |
|
3 |
のりロール |
円振れ~10um、真直度~10um |
|
4 |
補正偏差 |
±0.1mm |
|
5 |
ナイフ調整制御繰り返し精度 |
±0.1um |
|
6 |
温度制御精度 |
±2â |
3.2.塗布精度
|
|
A(尾行) |
â¤1mm (スラリー粘度と接着特性に関連) |
|
B (頭部の異常領域) |
10mm |
|
|
C (尾部の異常領域) |
6mm |
|
|
D(エッジ効果エリア) |
â¤3mm |
|
|
E (長さエラー) |
±0.5mm |
|
|
F (幅エラー) |
±0.5mm |
|
|
M (幅エラー) |
±0.5mm |
|
|
G1(ヘッド厚み) |
-10~+8um |
|
|
G2 (テールの厚さ) |
-10~+8um |
|
|
H (ブランクエラー) |
±0.5mm |
|
|
I (正負ビットエラー) |
±0.5mm |
|
|
L1(塗膜長さ) |
20.0-3200.0mm |
|
|
長さ範囲 |
L2(断続長) |
5.0ï3200.0mm |
|
L1/L2(コーティング+不連続長さ) |
L1 +L2 â¥90mm 年 |
4. Iインストール環境要件
年 年4.1. ミシンヘッドの周囲温度は 20 ~ 30 ℃、その他の温度は 10 ~ 40 ℃;
年4.2. マシンヘッドの相対湿度、正の RH ≤ 35%、負の RH ≤ 98%、その他の部分 ≉ 98%;
5.支援施設
年5.1. 電源: 3PH 380V、50HZ、電圧変動範囲: +8%ï½-8%、電源の総始動電力は 40KW です。
年年5.2. 圧縮空気: 乾燥、濾過、安定化後: 出口圧力は 5.0kg/cm2 以上;
![]()

年
年

年

年 年
年



年 年
年
年 年
年
年
年 年
年
年
年
年
年

1 標準輸出パッケージ: 内部衝突防止保護、外部輸出木箱パッケージ。
年2 顧客の要求に応じて、最適な方法を見つけるために速達、航空、船で発送します。 年
3 配送中の破損については責任を負い、破損部分を無料で交換いたします。
年
年
年
セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588

セールスマネージャー:デビッド 電子メール:David@tmaxcn.com 微信:18659217588
当社の製品または価格表,に関するお問い合わせは、お任せください。24時間以内にご連絡いたします.
© 著作権: 2026 Xiamen Tmax Battery Equipments Limited 無断転載を禁じます.

IPv6 サポートされているネットワーク


















