参加する TMAX, 代理人になる!
参加する TMAX, 代理人になる!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
商品番号:
TMAX-Polymer-Pack支払い:
L/C, T/T, Western Union, Credit Cards, Paypal製品の産地:
China出荷港:
Xiamen Portリードタイム:
5 Days証明書 :
CE, IOS, ROHS, SGS, UL Certificate保証 :
Two years limited warranty with lifetime technical support
1. 装置F 機能I はじめに
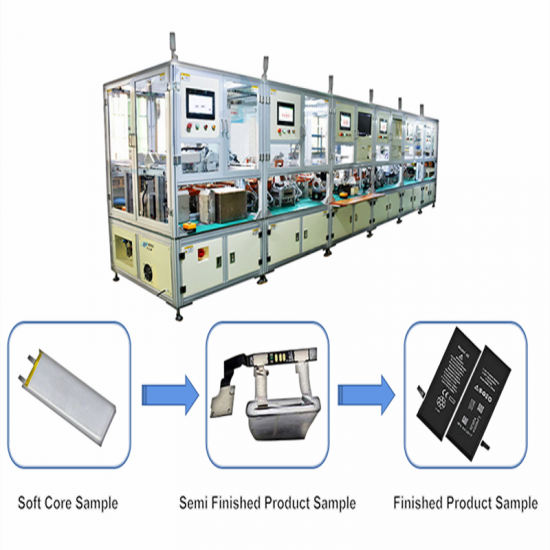
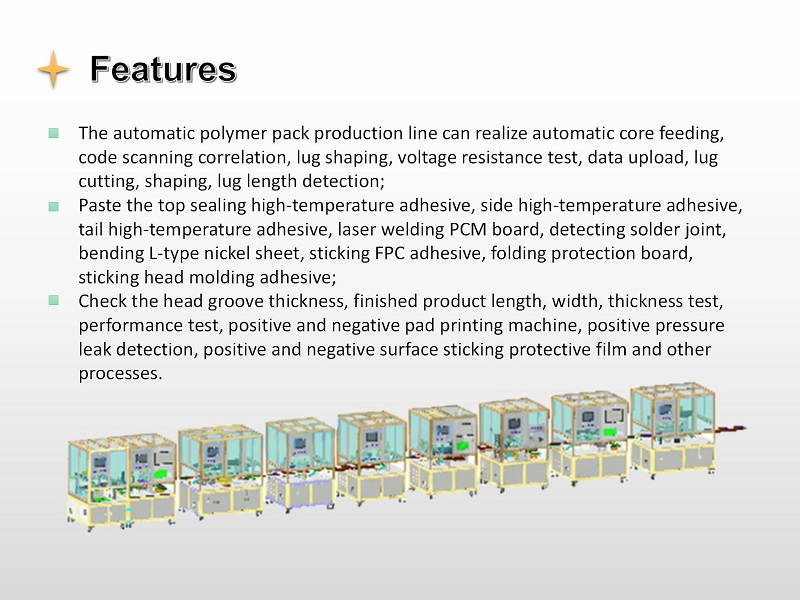
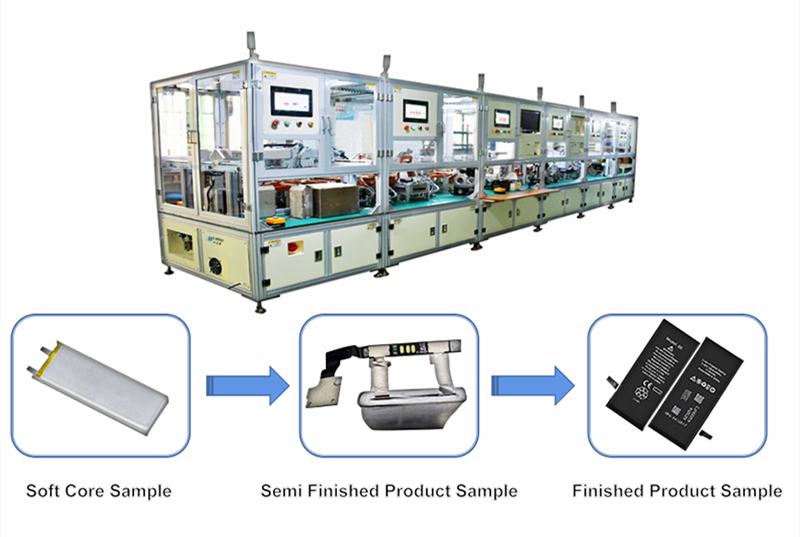
自動生産ラインは、主に携帯電話のバッテリーパックの生産プロセスを完了するために使用されます.。
プロセスフローには次のものが含まれます。
1)p オリマー電池 タブ 成形,
2) ocvテスト,
3)バッテリータブ カッティング,
4)w elding ,
5)d 両面接着剤 貼り付け,
6)bms 曲げ,
7)a 接着剤 貼り付け と フォーミング,
8)f 完成したバッテリー テスト;
9) fpcスポンジ接着剤 貼り付け.
プロセスフローと技術要件,に従って、パックラインは次の5つの機器で接続されます。
(1)a オートマティックフィーディング+多機能m achine;
(2) 自動レーザー溶接機;
(3) 両面テープ+L字ニッケルシート曲げ+保護板曲げ機;
(4) 自動ヘッド接着機.
 2.プロセスフロー
2.プロセスフロー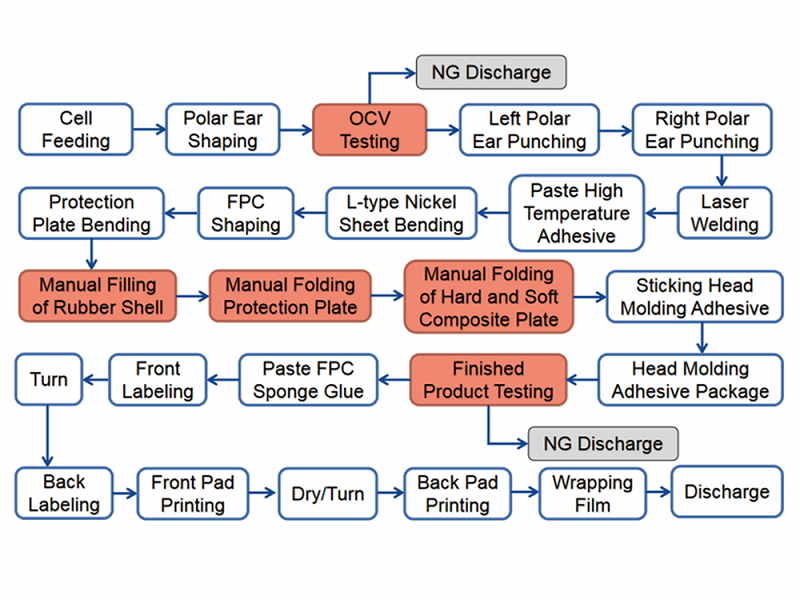
3.技術的パラメータ
1 .バッテリーサイズの適用範囲(単位:mm):
長さ:40-130mm(ポールラグの長さを除く)
幅:30-70mm
厚さ:3-10mm
ラグの長さ:4-20mm
2 .環境条件:
空気源の気圧:0 . 5〜0 . 6 mpa
電源電圧:220V , 50hz
総電力:≤ 15kw
面積支持率:≤ 500kg / m²
周囲温度:5º c-50ºC
湿度:50%〜90%
3 .生産ラインの効率:≥ 900個/時間
4 .機器使用率:> 98%
5 .製品認定率:> 98%
6 .機器の供給方向と排出方向は一貫している必要があり,、電気コアのテールは機器の操作面に面している必要があります.。
7 .プロセスの適用性:同じプロセスのソフトパックバッテリーに適用可能.
8.製品の安全性とバッテリーの安全性.を含む安全生産要件,を満たします
9 .全体寸法(組立ラインを除く):
ワイヤー本体:9200(長)* 1200(幅)* 1900(高さ)mm
組立ラインの高さ:900mm± 50mm
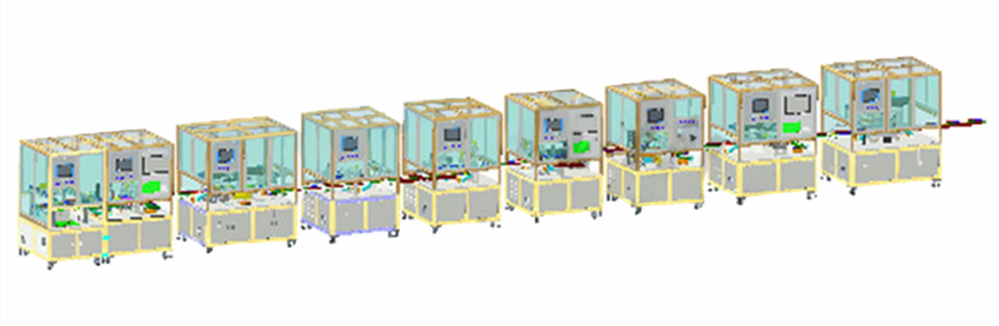
4.全体的な機器のレイアウトと機器のワークフローの説明
線体の全体的なレイアウト:
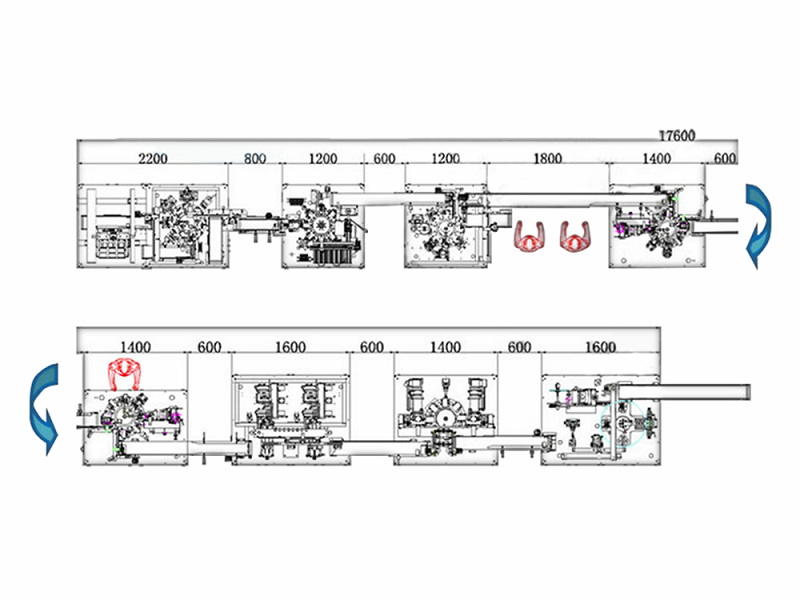
注:このラインには4人が含まれています,。そのうちの1人がレーザーマシン保護ボードを担当しています。
ラバーシェルの取り付けは2人が担当します。
1人が給餌,、ライン全体の検査、テープなどの材料の交換.を担当します。
単一機器の機能およびアクション要件:
(1)自動給餌+多機能機:
1)機能的作用
① バッテリーは、供給トレイから供給機,および供給機を介して供給機の組立ラインに自動的にロードされます。 位置決めシリンダーが配置されます。
② シフトマニピュレーターは、ローディングマシンアセンブリラインから多機能マシンフィードアセンブリラインにバッテリーを取り込みます.バッテリーは90回転できます° または自由に引き渡されます。
③ 電気コアは、電気の後に多機能マシン.の供給組立ラインを通って入ります コアは配置され,、供給マニピュレーターによって回転台の供給ステーションにつかまれます。
④ 回転台は時計回りに回転して、ポールイヤーシェーピング用のプライマリポールイヤーシェーピングステーションに入ります。
⑤ 回転台を時計回りに回転させてテストステーションに入ります,電圧内部抵抗をテストします,コードをスキャンしてデータをアップロードします。
⑥ 回転台は時計回りに回転して左タブ切断ステーションに入り、左タブを切断します。
⑦ 回転台は時計回りに回転し、右タブの切断ステーションに入り、右タブを切断します。
⑧ 回転台の腐敗 食べた s時計回り;タブ二次形成外科,極耳形成外科を入力してください。
⑨ 回転台は時計回りに回転してバッテリー放電ステーションに入り,バッテリーを放電し,、それを機器の供給ラインにつかみます。セルは90回転します° その後180になります°.
2)技術要件
① 容量(UPH):≥1200pcs/ h
② 機器利用率:> 98%
③ 適格率:> 99 . 5%
④ ポールラグ切断長さの偏差範囲:±0 . 2mm
⑤ カッター寿命≥400000倍
⑥ 電圧テストの精度:±0 . 01%rdg.±3dgt( テスターの精度に応じて);
⑦ 内部抵抗テストの精度:±0 . 5%rdg.±5dgt( テスターの精度に応じて);
⑧ 誤判定率:チャネルOK製品では100%、チャネルng製品では≤0. 3%である必要があります。
⑨ cell ,バインドのコードをスキャンし、テストデータをアップロードします。
⑩ 積み重ねられたプラスチック製の吸引トレイから材料を取り出すことができます.トレイをトレイに接続できません.再生プロセス中にバッテリーが損傷することはありません.材料を取り出した後の空のトレイは自動的に削除されて分類されますスタックに;
⑪ 全体寸法(組立ラインを除く):
2200(長さ)* 1200(幅)* 1900(高さ)mm .
⑫ 材料サイズ:
ノート:T 電気コアローディングリフティングテーブルの負荷は40kg以下です.
N アメ | 長さ(mm) | 幅(mm) | 厚さ(mm) | R emarks |
吸引P lasticT レイ | 270-420 mm | 215-350 mm | 複数層の積み重ね高さ≤250mm | 各パネルの電気セルの数は2です-8 |
バッテリー | 40- 140mm | 35- 80mm | 3- 8mm |
3)キー構成
① テスター:lanqi BK600A,1セット
② スキャニングガン:ハネウェル,1セット
(2)レーザー溶接機:
1)機能的作用
① バッテリーは供給組立ライン,を通ってレーザーマシンに入り、供給マニピュレーターによって二次位置,に把持され、バッテリーは90回転します。°;
② ローディングマニピュレーターがバッテリーを2次ポジショニングからターンテーブルローディングステーションに取り込み,、バッテリーが45回転します。°;
③ 回転台は反時計回りに回転して、ポールイヤーシェーピングステーションに入り、ポールイヤーシェーピングを行います。
④ 回転台は反時計回りに回転し、保護プレートの供給ステーションに入り、保護プレートをロードします。
⑤ 回転台は反時計回りに回転し、保護プレート位置決めステーションに入り、保護プレートを位置決めします。
⑥ 回転台は反時計回りに回転し、レーザー溶接用のレーザー溶接ステーションに入ります。
⑦ 回転台が反時計回りに回転してバッテリーに入ります
放電ステーション,はバッテリーを放電し,、それを機器の供給ラインにつかみます.
2)技術要件
① 容量(uph):≥ 1200個/時間;
② 機器使用率:> 98%;
③ 適格率:> 99 . 5%;
④ レーザー溶接の位置精度:± 0 . 02mm;
⑤ 保護板と電気コアの電極ラグの溶接位置,と位置精度を確認してください。± 0 . 1mm;
⑥ スポット溶接の事前判断(保護板と電気コアの電極ラグがOK ,に配置されている場合は溶接し、ngの場合は溶接せずにそれらを取り出します)。
⑦ 溶接硬度基準:ニッケルおよびニッケル材料の引張力≥ アルミニウムおよびニッケル材料の2kgf,引張力≥ 0 . 6kgf;
⑧ レーザー溶接の正と負の耳のエネルギーは別々に設定し、自由に切り替えることができます(注:レーザー機械の製造元がこの項目,を担当し、ワイヤー本体の製造元が接続のトリガーを担当します,など.)。 ;
⑨ 全体寸法(組立ラインを除く):
1200(長さ)* 1200(幅)* 1900(高さ)mm .
⑩ 材料サイズ:
名前 | 長さ(mm) | 幅(mm) | 厚さ(mm) | 備考 |
保護プレート | 25〜80 mm | fpcのたるみ5-30mm | 0 . 6-1 . 2mm |
(3)両面テープ+L字ニッケルシート曲げ+保護板曲げ機:
1)機能的作用
① バッテリーは、両面粘着テープ+ L字型ニッケルシート曲げ+保護プレート曲げ機に供給組立ラインを介して入ります.。電気セルが配置された後,、供給マニピュレーターによってターンテーブルローディングステーションにつかまれます。 ;
② 回転台を反時計回りに回転させて接着ステーションに入り、カップ口での両面接着剤の接着を完了します。
③ 回転台は反時計回りに回転し、L字型ニッケルシート曲げステーションに入り、L字型ニッケルシートを曲げる。
④ 回転台は反時計回りに回転し、成形ステーションに入り、L字型ニッケルシートを成形してフィットを確保します。
⑤ 回転台は反時計回りに回転してFPC成形ステーションに入り、fpcを成形します。
⑥ 回転台は反時計回りに回転して保護プレート曲げステーションに入り、保護プレートを曲げます90°
⑦ 回転台は反時計回りに回転し、バッテリー放電ステーションに入ります.バッテリー放電は、マニピュレーターによって装置の供給組立ラインに直接つかまれます。
⑧ ゴムシェルを手動で取り付けるプロセス,を手動で完了した後、保護プレートを手動で折り畳み、組み立てラインでソフトとハードのコンビネーションプレートを手動で折り畳みます,バッテリーが機器に流れ込みます.
2)技術要件
① 容量(uph):≥ 1000個/時間;
② 機器使用率:> 98%;
③ 適格率:> 99 . 5%;
④ 両面接着シリンダーの内径(mm):∅ 76;
⑤ 接着精度:± 0 . 25mm;
⑥ 曲げ角度:90以下;
⑦ 電気コア,保護プレートとそのコンポーネントは、損傷を防ぐために保護する必要があります。
⑧ 全体寸法(組立ラインを除く):
1200(長さ)* 1200(幅)* 1900(高さ)mm .
(4)全自動ヘッド接着機:
1)アクション機能
① バッテリーは、電気セルが配置された後,、供給ライン.を通ってヘッド接着機に入り、供給マニピュレーターによってターンテーブルローディングステーションにつかまれます。
② 回転台を反時計回りに回転させてヘッド接着ステーションに入り、成形接着剤をバッテリーの上面に貼り付けます。
③ 回転台を反時計回りに回転させて接着剤包装ステーションに入り、バッテリーの背面にある成形接着剤の両側で耳を包みます。
④ 回転台は反時計回りに回転して接着剤ラッピングステーションに入り、ヘッドの上部をラップしてバッテリーの背面に接着剤を形成します。
⑤ 回転台は反時計回りに回転してバッテリー放電ステーションに入り,バッテリーを放電し,、それを機器の供給ラインにつかみます.
2)技術的パラメータ
① 容量(uph):≥ 1100個/時間;
② 機器使用率:> 98%;
③ 適格率:> 99 . 5%;
④ 両面接着シリンダーの内径(mm):∅ 76;
⑤ 接着精度:± 0 . 25mm;
⑥ 全体寸法(組立ラインを除く):
1400(長さ)* 1200(幅)* 1900(高さ)mm .
5.機器の一般的な要件
(1)一般的な使用要件
1)各ステーション機器は、各モジュールの要件に応じて、独立した操作またはバインド操作を選択し、データを保存できます.。
2)ツーリングフィクスチャは交換可能で、他のモデルの製品に適用できます.
3)摩耗しやすい部品は別途交換可能である必要があります.
4)設備の活動性と強度が高いステーションのネジには滑り止め処理を行う必要があり,、ベークライトやその他の部品のネジ穴に歯科用ブレースを取り付ける必要があります.。
5)落下,押しつぶし,引っかき,溶接,など.など、電気コアを損傷する可能性のある部品を避けるか保護します,
6)機器全体の静電処理は、
会社の要件,および保護プレートの接触部分は帯電防止材料で作られているものとします.
7)各設備は個別に照明設備を備えなければならず,、省エネランプが必要である.。
8)製品の保護と品質管理:
① 既存の手動ライン操作の要件以上(詳細については、製品プロセスのフローチャートを参照).
② 操作プロセスでは、バッテリーバーコードをバインドしてカードを閉じることを実現し、処理の欠落や不良品の流出を回避する必要があります.。
(2)機械的安全要件
1)国の安全基準および国の安全衛生規制を遵守する.
2)機器には、保護ネット,光電保護,保護格子およびその他の保護装置.回転部品,危険部品および危険部品などの優れた包括的な安全保護対策が提供されているものとします。機器には保護装置を備えなければならない.
3)保護装置およびその他の設備は、オペレーターが操作危険区域に入るのを防止するものとします,、または人員が誤って危険区域に入る場合,装置は、人員に傷害を与える可能性が低い対応する保護作用,を認識できます。 ,つまり,保護装置は、機器制御システムとのリンクおよびインターロックを実現する必要があります.
4)頻繁に調整および保守される可動部品およびコンポーネントには、可動保護カバーを装備する必要があります.必要に応じて,インターロック装置を取り付けて、保護装置(保護カバーを含むを閉じずに可動部品を始動できないようにします。 3保護ドア,など.);保護装置(保護カバー,保護ドア,など.を含む)が開かれると,、装置は直ちに自動的に停止します.
5)送信,アクション,放射線および機器の他の部分は、優れた画面保護装置.を備えている必要があります。
6)ハンドル,ハンドホイールやプルロッド,などの機器,の操作メカニズムは、便利な操作,安全性と省力化,クリア,完全,しっかりと設定する必要があります信頼できるマーク.
(3)電気的安全要件
1)制御システムは、異常が発生した場合に機器のエネルギー供給が危険を引き起こさないようにし,、機器自体が損傷したり人員を傷つけたりしないようにすることができます.。
2)制御システムは、可燃性,爆発物,高温,高湿度および高腐食領域.やむを得ない場合,必要なシールド対策を設定,し、制御キャビネットは、良好な放熱条件を備えている必要があります.制御ラインは、ラインが故障または損傷した場合でも害を及ぼさないようにする必要があります.。
3)制御システムは、操作者による操作と観察に便利な位置に配置する必要があります.機器には、特定の条件に応じて必要な緊急停止ボタンが装備されています.緊急停止メカニズムは自動ロックする必要があります,操作色は赤.背景色がある場合,背景色は黒.ボタン式スイッチの操作部はパームプッシュ式またはマッシュルームヘッド式.とします。
4)機器の電気制御システム:過負荷保護および短絡保護機能付き.
5)検査中,調整および保守,危険な領域または人体の一部を危険な領域に拡張する必要がある生産装置は、装置が個人を危険にさらす可能性がある場合に誤起動を防止する必要があります.偶発的な始動による安全性,偶発的な始動を防ぐために、必須の安全保護装置を構成する必要があります.
6)エネルギーが誤って遮断され、その後再びオンにされた場合,機器は危険な操作を回避できなければなりません.
7)三相5線式電源システムを採用し,、機器シェルには保護中性接続対策を採用しています.。
8)機器の操作中,コンポーネントに障害が発生した場合、または
損傷,機器自体には対応する保護手段,があり、機器自体に大きな損傷を与えたり、オペレーターに害を及ぼすことはありません.保護手段には主に次のものが含まれます。アクション実行時間保護:アクションの実際の実行時間が超過した場合通常の値,はアラームを発します。誤動作保護:パイプラインの緩いシーリングと圧力解放により,、動作してはならない部品が動作したときにアラームが発生します.。
9)配電キャビネットの出口周辺の電線の摩耗を防ぐための対策があり,、電力線の中央にコネクタがありません.。
6.重要な部品のブランドとパッキングリスト
(1)重要な部品のブランド:
いいえ. | 標準部品カテゴリ | 機能とブランド制限の説明 |
1 | フレーム | 表面塗装ベーキング処理 |
2 | ビッグボード | 表面は20mmの厚さで電気めっきされなければならない |
3 | 機械加工部品 | アルミ部品のサンドブラストと酸化処理、鉄部品の電気めっき処理 |
4 | マンマシン | バイアロン限定ブランド |
5 | plc | オムロンは3年間の保証があり、10%のポートを予約しています |
6 | 電源 | omron , delta,mingweiおよびその他のスイッチング電源 |
7 | センサー | パナソニック,カーンズ,オムロン |
8 | 電気制御付属品 | 配線棒およびその他の電気部品は、少なくとも国内の高品質ブランドでなければなりません。 |
9 | コンタクタ | シュナイダー,オムロン |
10 | ボタン | シュナイダー,オムロン |
11 | 通常のモーター | xintaichuang |
12 | ステッピングモーター | レイズ |
13 | サーボモーター | パナソニック,富士 |
14 | i/Oボード | lesai , ni , gugao |
15 | 通常のシリンダー | yadeke , smc |
16 | ロッドレスシリンダー | yadeke , smc |
17 | 電磁弁 | やでけ |
18 | ガス源処理の組み合わせ | やでけ |
19 | ベアリングまたはリニアベアリング | mismi , NSK,THKおよびその他のブランド |
20 | ガイド | 上海銀行,THKおよびその他のブランド |
21 | 線形モジュール | 上海シルバー,ミスミと他のブランド |
22 | 構造標準部品 | 上海シルバー,ミスミと他のブランド |
23 | ipc | ヤンシャン |
24 | モニター | フィリップス |
(2)パッキングリスト
いいえ. | 名前 | 量 | 備考 |
1 | 包装内容明細書 | 1部 | |
2 | 適合証明書 | 1部 | |
3 | 取扱説明書 | 2部 | |
4 | 脆弱な部品の機械加工図面 | 1部 | |
5 | 電気回路図 | 2部 | 電子ファイル |
6 | IO接続の概略図 | 2部 | |
7 | 機器メンテナンスマニュアル | 1部 | |
8 | 脆弱な部分のリスト | 1部 | 電子ファイル |









1つの標準的な輸出パッケージ:内部衝突防止保護,外部輸出木箱パッケージ.
2エクスプレスでの配送,飛行機での配送,お客様の要件に応じた海上での配送'最適な方法を見つけるための要件.
発送プロセス中の損傷の責任を負う3,は、損傷部分を無料で変更します.


営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna
営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

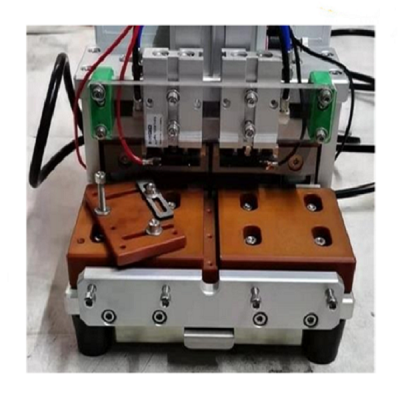
5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
当社の製品または価格表,に関するお問い合わせは、お任せください。24時間以内にご連絡いたします.
© 著作権: 2026 Xiamen Tmax Battery Equipments Limited 無断転載を禁じます.

IPv6 サポートされているネットワーク

















