参加する TMAX, 代理人になる!
参加する TMAX, 代理人になる!

Sales Manager: Gia
Email: Gia@tmaxlaboratory.com
Wechat: Dingqiuna
商品番号:
TMAX-ZYP-T支払い:
L/C, T/T, Western Union, Credit Cards, Paypal出荷港:
Xiamen Portリードタイム:
15 Days証明書 :
CE, IOS, ROHS, SGS, UL Certificate保証 :
One year limited warranty with lifetime technical supportラボ 10T 20T 30T 40T プログラム可能な自動粉末錠剤プレス油圧プレス

お客様各位:
ZYP-Tシリーズ自動打錠機のご利用へようこそ。ご使用前に取扱説明書をよくお読みになり、取扱説明書の操作手順に厳密に従ってご使用ください。人身または物的損害を避けるために、むやみに操作しないように注意してください。
![]()
警告!!!
機械の圧力範囲と金型圧力の上限にご注意ください。危険を避けるために、過剰な圧力で使用しないように注意してください。機械の使用中は、定期的に機械を確認し、メンテナンスを行う必要があります。異常が発生した場合は、できるだけ早く当社のアフターサービスエンジニアにご連絡ください。
1.マシンの紹介:
パウダープレス(小型油圧プレスとも呼ばれます)は油圧で駆動され、主に研究室での小規模な粉末成形サンプルの作成に使用されます。これらは、鋳型と組み合わせて使用する必要があり、X 蛍光、カルシウム鉄分析、超電導、建築材料、セラミックス、セメント、およびその他の新材料の研究開発分野で広く使用されています。
この装置は、大学の先生方からの提案と支援に基づいて、既存の打錠機を組み合わせて当社が開発した第 3 世代の自動打錠機です。このアップグレードでは、正確な圧力制御を実現し、多段階加圧に対する顧客の需要を満たすために、多くの最適化と改善が行われています。さらに、ハイエンドの実験室での使用に適した多くの安全構成が追加されています。
2.主な技術的パラメータï=
|
モデルnアメ |
ZYP-10T |
ZYP-20T |
ZYP-30T |
ZYP-40T |
ZYP-60T |
|
圧力r角度 |
0.2-10.0T |
0.2-20.0T |
0.2-30.0T |
1.0-40.0T |
1.0-60.0T |
|
シリンダー直径 |
Ф65mm |
Ф95mm |
Ф110mm |
Ф130mm |
Ф150mm |
|
シリンダストローク |
30mm |
50mm |
|||
|
加圧方法 |
電気p再加圧 |
||||
|
加圧工程 |
5 S期間 p再圧迫 - 5 S期間 p圧迫 r 保留 -自動p圧力r完了 - 時間指定p圧力r解除 |
||||
|
加圧部数 |
5段階の加圧任意に設定可能 |
||||
|
リリースp圧力 |
自分で設定できます |
||||
|
圧力時間老化時間時間 |
時間無制限 (N 秒) |
||||
|
ディスプレイ |
7 インチ タッチ LCD スクリーン |
||||
|
金型p圧力cバージョン |
プログラムはサンプルの圧力(Mpa)を自動変換/直接表示します |
||||
シリンダーリミット保護 |
シリンダーは限界高さを超えると自動的に圧力を解放します |
||||
|
アクティブ セキュリティ構成 |
システム圧力が機械の安全圧力に達したことを検出すると、自動的に圧力を解放します。 |
||||
|
パッシブセーフティ構成 |
非常停止スイッチ + 鋼板保護 + プレキシガラス保護カバー |
||||
|
データ管理 |
USB 経由で管理、保存、確認、エクスポートが可能 |
||||
|
電源の供給 |
220Vï=50Hz/60Hzï= |
||||
|
ワークスペース |
幅:140×160mm |
幅:175×180mm |
幅:185×220mm |
||
|
測定 |
230×390×420mm |
280×460×550mm |
300×520×580mm |
||
|
重量 |
約95kg |
約150kg |
約180kg |
||
注: 上記は当社の標準的な打錠機であり、お客様のニーズに応じてカスタマイズまたは改善できます。
3.操作ガイド~
1)設定手順:
電源を差し込み、スイッチを起動すると、デバイスは電源オン段階に入り、画面が自動的に点灯し、メインインターフェイスに入り、画面上の[設定]ボタンを押して、圧力設定を入力します。 ページ:
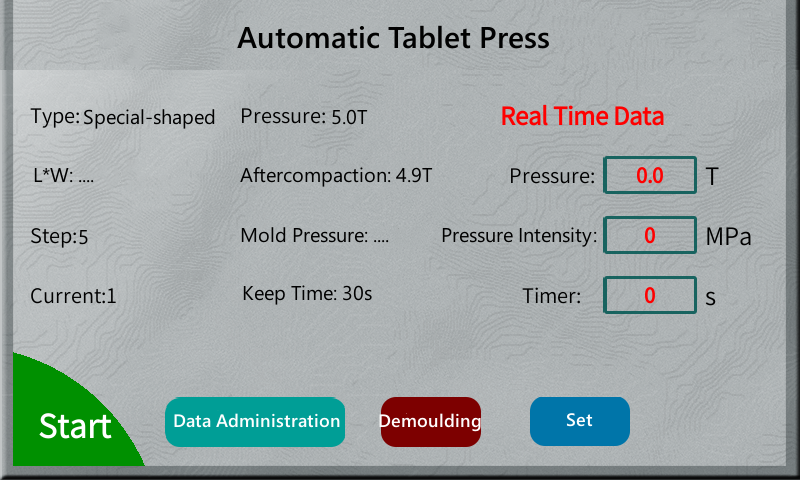
上の写真 1 に示すように(メイン インターフェイス)
圧力設定およびその他の設定ï=
加圧段階:1~5段階、任意に設定可能
モールドタイプ:シリンダー、正方形、特殊形状(オプション)。 シリンダーを選択した場合、金型の直径を正確に入力する必要があります。正方形を選択する場合は、金型の長さと幅の寸法を正確に入力する必要があります。金型が 円柱 または標準正方形でない場合、金型は特殊形状としてのみ選択でき、金型サイズを入力する必要はなく、金型の圧力を自動計算することはできません。 .
圧力設定: 加圧ステージが「1」に選択されている場合は、1 つの加圧データのみを設定できます。加圧段階をいくつか選択し、設定できる加圧データを少なくします。圧力値は上昇しており、次の段階では前の圧力値よりも低くすることはできませんが、最大値は打錠機の圧力値を超えることはできません。各段階は圧力補償値と保持時間を独立して設定できます。複数段階の加圧が必要ない場合は、圧力段階を「1」に設定することをお勧めします。圧力値に達すると保持圧力段階に入ります。「」を参照してください。詳細については、保持時間の設定を参照してください。
圧力補償設定: リアルタイム圧力が設定した圧力値 (下の図では 5.0 トン) に達すると、圧力保持段階に入ります。圧力保持段階(下図の圧力保持時間は30秒)中に圧力が圧力値(下図の4.9トン)まで低下すると、モーターが自動的に圧力補償値を開始し、圧力を設定します。 値を 5.0 トンまで減圧し、残圧維持段階を継続します。
圧力保持時間:時間制限なし(N秒)を任意に設定可能。あまり長時間圧力を保持する必要がない場合は、圧力を解放し、サンプリングを速くするために、より短い時間を設定することをお勧めします。
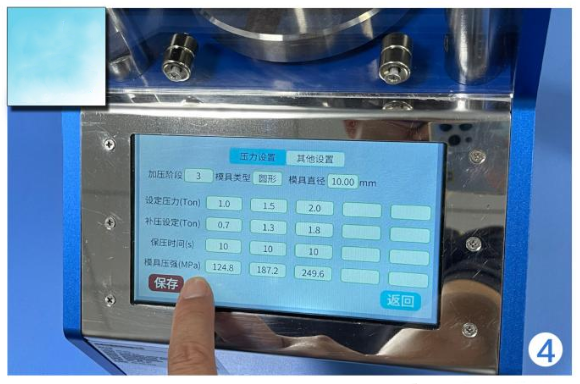
金型圧力: 設定圧力値、金型タイプ、金型サイズに応じて、金型面圧が自動的に計算されます。特別な注意: 小型の金型の場合は、金型圧力の上限に特別な注意を払う必要があります。金型の損傷を避けるために、圧力値を任意に設定しないでください
その他の設定: システム時間と離型圧力を設定します。小さな金型には特別な注意を払う必要があり、脱型圧力が高すぎてはいけません。大きな金型を脱型できない場合は、脱型圧力を適切に高めることができますが、金型の仕様の変更に必ず注意を払い、簡単に設定しないでください。
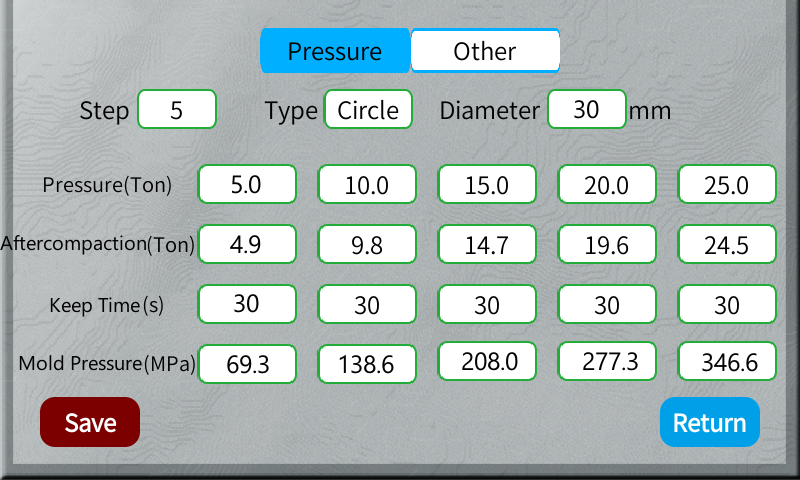
上の写真 2 に示すように (圧力設定インターフェイス)
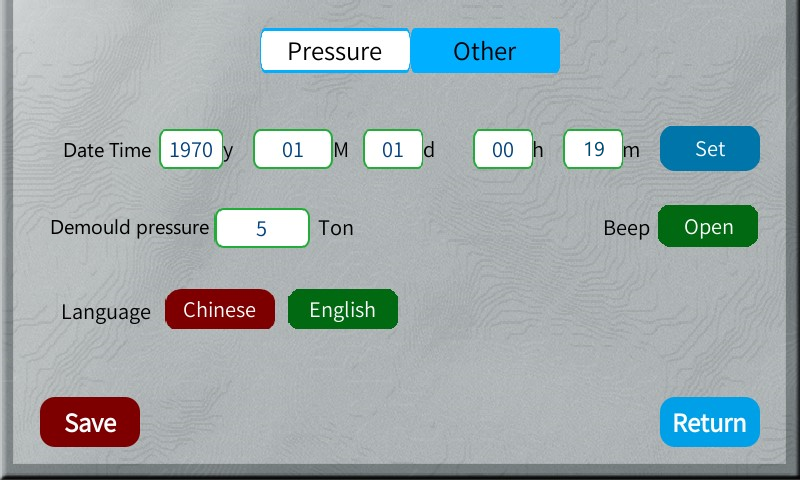
上の図 3 に示すように (その他の設定インターフェイス)
保存して戻る: すべてのデータ設定が完了したら、→保存→ボタンをクリックしてメインインターフェイスに入り、加圧プログラムを開始します。データを変更する必要がない場合は、→戻る→ボタンを直接クリックしてメイン ページに戻ることができます。
2) P再保険を開始します:
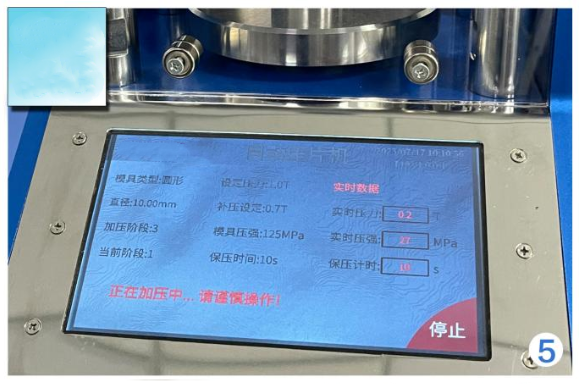
圧力を設定したら、メインインターフェイスの→開始→ボタンをクリックして加圧を開始できます(加圧する前に必ず金型を正しく配置してください)詳細は次ページ「3」金型作製手順をご参照ください。機械の状態を適時に調整するために、メインインターフェイス上のリアルタイムの圧力データと金型の実際の状態に注意してください。緊急の場合は、画面上の→停止→ボタンをクリックして加圧を停止するか、→を直接押すこともできます。 緊急停止スイッチ→機械の上部にあるボタンを使用して、機械を緊急停止します。
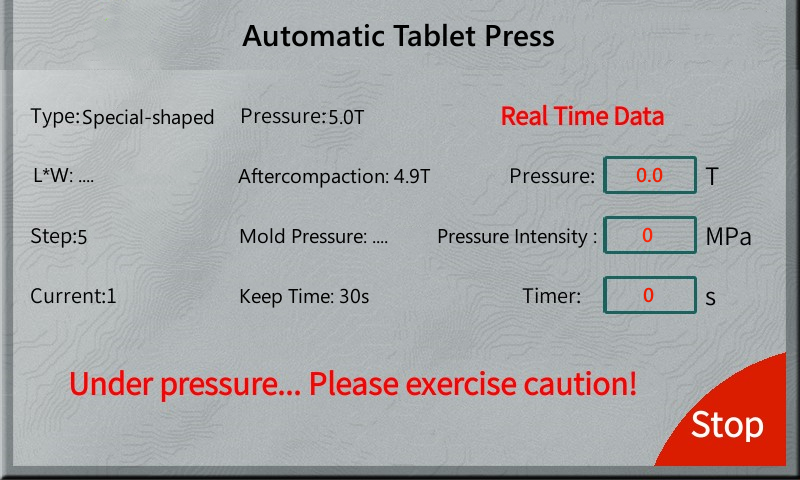
上の写真 4 に示すように (加圧段階の開始)
3) データ M管理ï=
各起動時の加圧データは自動的に保存され、~簡単に比較および確認、削除または空にし、U ディスク経由でエクスポートできます
4. 金型操作ガイド
さまざまな金型は常に変化しており、金型の組み立て、粉末の充填、サンプルの作成、脱型方法は異なります。特定の状況を金型自体の特定の分析と組み合わせる必要があります。ここでは、研究室で一般的に使用されている「通常の」円筒金型(Ф10mm)」を例として、次のデモンストレーションを行います。
研究室共通金型参照:
|
普通c円筒型m古い |
普通角型モールド |
普通平型金型 |
|
各種/オープンフラップ金型 |
超硬金型 |
二方向加圧金型 |
|
各種/hプレス金型 |
リングモールド |
球状モールド |
|
赤外線モールド |
蛍光用ホウ酸モールド |
蛍光sスペシャルsスチールrリングm古い |

金型アセンブリ
金型部品を規則的に配置し、金型キャビティをベースに埋め込み、ガスケットを配置して粉末の追加を開始します。

金型充填
粉末を加えた後、圧力ロッドを挿入し、圧力を静かに回して、圧力ロッドが安定していることを確認して、打錠機の中央に置きます。
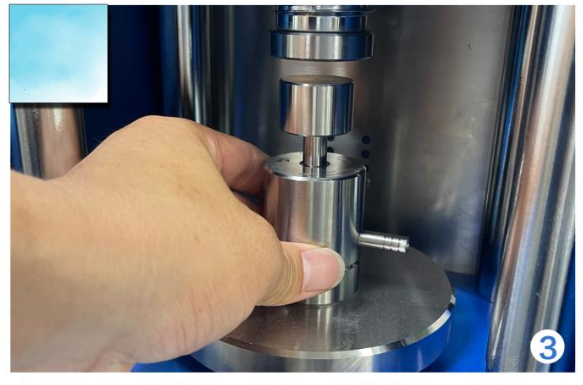
打錠機に入れます
ダイが打錠機に正しく配置されていることを確認し、リード スクリューを回転させ、ワイヤー バーのヘッドでダイ プレス ロッドにそっと触れて保護ドアを閉じます。
設定圧力
実験条件や金型の仕様に応じて、開始圧力、圧力保持時間等を設定してください。圧力がかかりすぎないよう注意してください。
開始圧力
設定後、圧力開始ボタンをクリックし、圧力を開始します。緊急の場合は、緊急停止スイッチを押すことができます。

脱型
圧力を解放した後、型を取り出し、ベースを反転し、フィルム剥離スリーブを装着し、打錠機に戻し、剥離型を開始します。
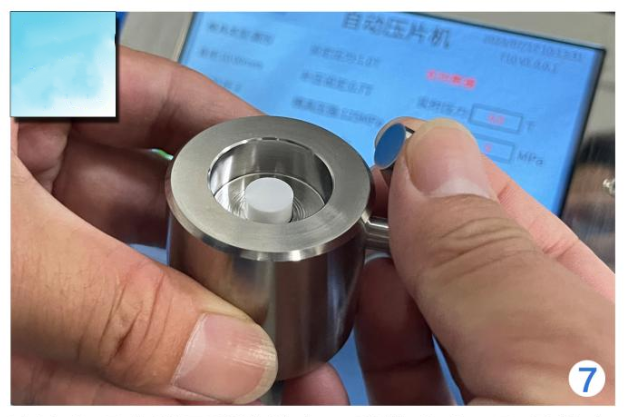
サンプルを取り出します
金型の脱型状態、脱型の成功に注意してください。すぐに圧力を止め、金型を取り出し、サンプルを取り出してください。
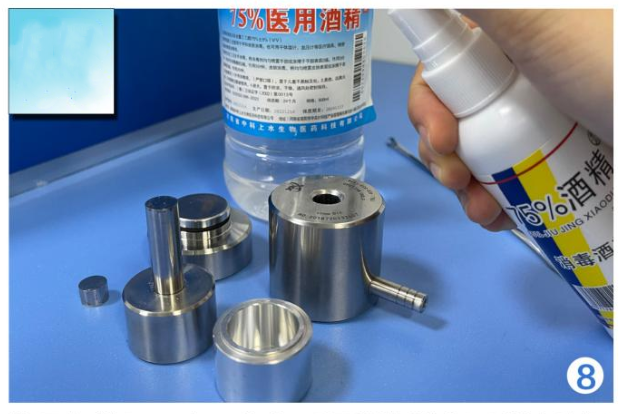
金型メンテナンス
型を使用するたびに、必ず表面をアルコールで拭き、汚れの残留物を取り除き、乾燥した状態に保ってください。
5.メンテナンスとP注意事項ï¼
1.各テストの後、機械の表面に残った残留物、特にオイルシリンダー、スクリーン、回路付近の飛散粉、水跡、油汚れなどを適時に清掃し、導電性または腐食性の材料の汚れにさらに注意を払ってください。 、時間内に掃除してメンテナンスしてください
2.ミシンボルトがしっかりしているかどうかを時々確認してください。問題が見つかった場合は、できるだけ早く増締めしてください。
3.マシンを長期間使用しない場合は、電源を切り、タッチスクリーンの表面に薄いフィルムを貼り付けることをお勧めします。









1 標準輸出パッケージ: 内部衝突防止保護、外部輸出木箱パッケージ。
2 顧客の要件に応じて、最適な方法を見つけるために速達、航空、船で発送します。
3 配送中の破損については責任を負い、破損部分を無料で交換させていただきます。


営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna

営業部長: ギア Eメール: gia @ tmaxlaboratory . com wechat: dingqiuna
当社の製品または価格表,に関するお問い合わせは、お任せください。24時間以内にご連絡いたします.
© 著作権: 2026 Xiamen Tmax Battery Equipments Limited 無断転載を禁じます.

IPv6 サポートされているネットワーク

















